Space deformation measurement and control technology for CNC machine tools
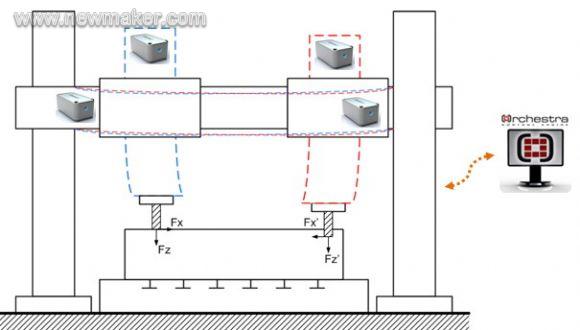
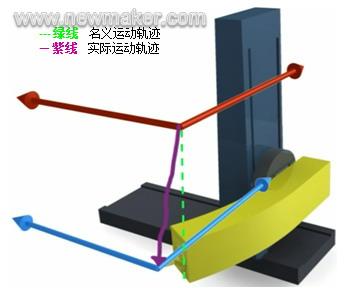
In the application of large/heavy-duty CNC Machine tools, the deformation due to heat generation, cutting force and bearing quasi-static load seriously affects the machining accuracy and machining efficiency of the workpiece. How to measure and compensate for deformation caused by various reasons in real time becomes an important issue to improve the performance of CNC machine tools. A typical case of the change in the position of the tool center point due to the heat generated by the spindle bearing is shown in Fig. 1. Figure 1. Position change of the tool center point caused by the spindle bearing heating Figure 2. Errors in nominal motion trajectories and actual motion trajectories due to machine tool changes Sintesi SpA builds a sensor measurement network based on the laser encoder LASDE, which enables real-time three-dimensional deformation measurement and control of CNC machines of various structures. Figure 3. Laser encoder LASDE parameter table 2. Construction of 3D measurement network for CNC machine tools Figure 4. Building a sensor network based on laser encoder LASDE Depending on the particular application, it is also possible to construct different spatial measurements for a two- or three-dimensional network, the only requirement being optical visibility on each side of the network. At the same time, this solution is very flexible and can be used for different machine configurations or shafts of various geometric forms. The compensation CNC system compensates the error after reading the high-precision deformation value measured by the LASDE laser encoder, and corrects the movement of the CNC machine tool to reduce the machining error and increase the machining efficiency, as shown in Fig. 5. The real-time measurement and control is especially important when machining workpieces at high speeds. The more mature method is to use real-time measuring components and control systems. For example, LASDE laser encoders and Orchestra control systems can achieve higher performance. Real time. Figure 5. CNC machine tool deformation error compensation process Figure 6. Deformation diagram of a large gantry CNC machine tool Hydraudic Chuck Cnc Machine,Hydraulic Cnc Machine,Computer Digital Cnc Machine,Automatic Cnc Machine Shaoxing Sunfong Intelligent Equipment Inc. , https://www.zjsxsunfong.com
In order to control the thermal deformation of CNC machine tools, the traditional method is to use strain gauges, but this requires large and expensive dedicated control electronics, and can only be used for local deformation measurements with the thermal model of the structure. At the same time, this method of establishing structural thermal model is a static, linear, result-based measurement and compensation method, which can not meet the needs of real-time and nonlinear measurement and compensation of deformation during machining. The deformation is measured and error controlled as shown in Figure 2. 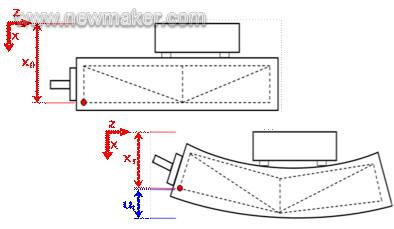
Laser encoder LASDE
LASDE is a laser encoder for Sintesi that is suitable for CNC machine tools in terms of accuracy and cost. It consists of a laser source, a laser target and a signal processing box that can measure the deformation of the 5 mm range over a length of up to 2 m. And can ensure high measurement accuracy under large temperature changes, LASDE technical parameters are shown in Figure 3. 
Obviously, due to the complexity of the deformation of the CNC machine tool, the single-axis deformation measurement using only the laser encoder does not reflect the deformation of the tool center point. Sintesi's deformation control solution uses multiple LASDE laser encoders to construct a sensor network on a CNC machine. The basic unit of the network is an optical triangle, as shown in Figure 4. Using the LASDE laser encoder network, the three-dimensional deformation of the tool center point can be measured in real time and with high precision, and sent to the CNC system for compensation. 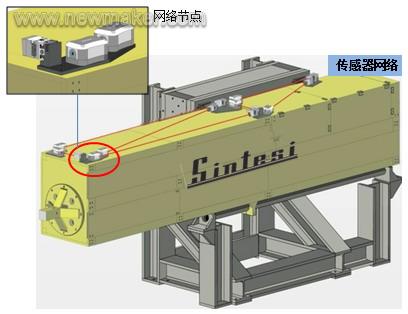
3. Error caused by deformation of CNC machine tools