Robot welding intelligent technology (4)
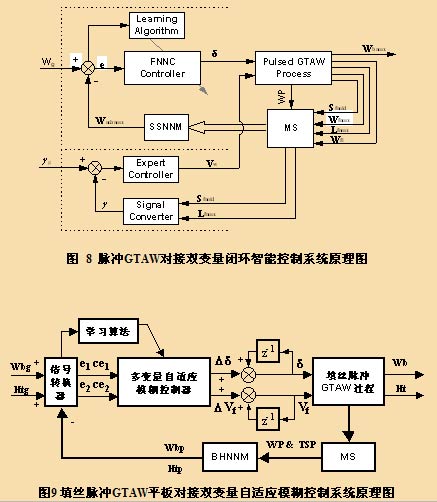
Artificial neural network (ANN) control is the study and utilization of certain structures and mechanisms of the human brain and the control of the system by human knowledge and experience. Because the control system designed by neural network is better in adaptability and robustness, it can deal with the control problems of complex processes such as high dimensionality, nonlinearity, strong interference, uncertainty and difficult modeling, such as welding. The use of neural networks to establish welding process models in quality control can solve the problems that linear control methods cannot overcome. The model thus established is different from the mathematical model of the conventional fixed structure, and no assumptions are made on the welding process, so the model can reflect the system characteristics more realistically. The application of ANN in the field of welding has achieved some results. The GTAW process experiment has been carried out on low carbon steel. The experimental values ​​are in good agreement with the expected values. The TIG welding pool size estimation system is established by ANN, and the neural network estimate in its design. The relationship between the surface temperature of the weld zone and the size of the weld pool is derived from the tester, which can simultaneously predict the frontal melt width, back melt width and penetration depth during the welding process. In addition, the neural network is tracked and welded in the weld. Area image processing and other aspects have also been applied. Since the 1990s, research in this field of the domestic welding industry has gradually emerged. The welding quality control based on ANN technology has been studied. The static model and dynamic model of the welding process established by the GTAW process have realized the welding of GTAW. Intelligent control of frontal melt width in the event of a drastic change in process heat conditions. In [19-20], based on the characteristics of neural network-based learning adaptation, a single neuron self-learning control system was designed to realize the effective control of the dynamic characteristics of the pulsed GTAW surfacing pool. The neural network self-learning and expert system were designed. Combined multi-variable intelligent control system Figure 8 realizes effective control of the dynamic change of the front and back of the pulsed GTAW butt fusion pool; the literature [21] design fuzzy neural network adaptive intelligent control system Figure 9, which realizes the docking of pulse GTAW Effective control of the front and back melt width of the filler pool and the front weld height; design fuzzy neural network adaptive intelligent control system, which is effective for the front and back melt width of the pulsed GTAW butt filler pool and the front weld height control; 6. Intelligent robot welding flexible manufacturing unit / system The main purpose of the system integration and optimization technology of arc welding robot flexible processing unit is to combine the real-time welding quality control with the robot technology to study the arc control robot motion control system with redundant degrees of freedom and the corresponding ship-shaped welding position and coordination control technology. At the same time, high-precision laser scanning seam tracking, penetration and weld forming intelligent control, robot welding power supply and other subsystems are integrated into the flexible processing unit of arc welding robot with real-time sensing, communication and scheduling functions. The optimization model and control strategy of multi-variety and small-volume flexible welding processing system under the control of computer are realized, and the quality intelligent control of welding of space curve weld robot is realized. According to the characteristics of welding environment and process sensor information acquisition, feature extraction, decision control, and process implementation, the three-level interactive hierarchical structure of robotic welding intelligent technology system—that is, organization level, coordination level and execution level: Based on the research of program control and communication based on real-time expert system environment in flexible manufacturing system, the knowledge-based control of arc welding robot system is studied, and modeling, welding planning, program generation and communication are proposed. Modules. Generally, manufacturing systems can be divided into three categories according to different forms of continuous or discrete material flow (or energy flow) in the production process: continuous, discrete, and hybrid. Weld Flexible Manufacturing Cell / System is discrete in macroscopic and microscopic in continuity. Since the control of the micro-continuous welding process has achieved more results, the discrete production process of the large system is studied from the adaptation to the small-volume and multi-variety welding products, which improves the utilization rate of the welded flexible manufacturing system and improves the quality of the welded product. Significance. Discrete event dynamic system and Petri net (PN) theoretical modeling and control have become an important research direction of modern manufacturing system design theory [25]. Literature [23-24] combined with the discrete control theory of flexible manufacturing system, systematically studied the construction, integration and real-time scheduling control technology of welding flexible processing unit with multi-sensor information. A complete nine-degree-of-freedom arc welding robot motion control system was designed and developed. Under the guidance of the open structure system design, the space weld coordination control and the welding flexible processing unit (WFMC) integrated scheduling were realized. The workpiece initial positioning space guiding technology, laser scanning seam real-time tracking technology, penetration and weld forming intelligent control technology, nine-degree-of-freedom arc welding robot system control technology and welding robot special power supply technology are combined to study the welding flexible processing. The system integration method and the realization of communication control have established a complete welding flexible processing unit system with multi-sensing control function and the corresponding central monitoring software platform. According to the characteristics of real-time, suddenness, synchronization and dispersion of the control process of the flexible processing unit, the literature [23-24] uses discrete event dynamic theory to analyze it, combined with WFMC sensing and control information flow. The Petri net theory is introduced into the welding process. The unit information flow modeling and control method is systematically discussed. The theoretical characteristics of the Petri net model are analyzed. Based on this, the central monitoring of the welding flexible processing unit is studied. The implementation of system optimization scheduling. 7. Conclusion The welded flexible manufacturing system includes various robots (welding robots, handling robots, etc.), various tooling equipment, and various production resources, which are typical representatives of multi-agent systems (MAS) in distributed artificial intelligence (DAI). In the welding flexible manufacturing system, local reasoning and decision making on different functional nodes are very important. Therefore, the concept of Agent is introduced at these nodes, and the mutual coordination among multiple agents is used to achieve the actual production equipment or production tasks. Coordination is very meaningful. In the welding flexible manufacturing system, the robot, positioner, sensor, coordinator and other units are regarded as multi-agents in the coordination work of the system. The research is scattered and loosely coupled in the network environment, geographically or logically dispersed. And the relatively independent intelligent subsystems interconnect each other through networks, share resources, cooperate with each other, and jointly complete one or more technologies for controlling operational tasks, so that intelligent and coordinated control of welding flexible manufacturing systems is a meaningful development. Direction [26]. references 1. Trailer. Manufacturer Depends on Robotic Welding to Boast Production. Welding Journal. 1995, 74(7): 49-51 2. West Carrillton. Robot Assure Quality for Auto Seat Manufacturer. Welding Journal. 1995, 74(8): 57-59 3. JDLane. Roboric Welding State of the Art. Robotic Welding—International Trends in Manufacturing Technology. IFS (Publications) Ltd. UK. 1987: 1-10 4. Gerhard Teubel. Experience+Application Up-Date: Automation of AW-Operations Using Robot-Technology. Welding in the World. 1994, 34: 75-84 5. Paul Drews., Gunther Starke. Welding in The Century of Information Technology. Welding in the World. 1994, 34: 1-20 6. Bob Irving. Sensor and Control Continue to Close the Loop in Arc Welding. Welding Journal. 1999, 78(5): 31-36 7. Pan Jiyu. Prospects for welding scientific research in the 21st century. Proceedings of the Ninth National Welding Conference. 1999, (1): D-001-D-017 8, Song Tianhu, Li Minxian. The development of advanced manufacturing technology and the future of welding technology. Proceedings of the 8th National Welding Conference. 1997 9. Lin Shangyang, Chen Shanben, et al. Welding robots and their applications, Mechanical Industry Press, August 2000. 10. Jiang Xinsong. Discussion on the future development direction of robot technology. robot. 1996, 18(5): 287-291 11. Wu Lin, Chen Shanben, etc., Intelligent Welding Technology, National Defense Industry Press, July 2000. 12, Chen Shanben, Wu Lin. Overview of research and application of robot welding technology in China. welding. 1997, 11/12: 2-5 13. Chen Shanben, Wu Lin et al. Research on intelligent welding control technology and system for robot welding space weld, National Natural Science Foundation Key Project Technical Summary Report, 2001. 14. Y.Li and JEMiddle. Machine Vision Analysis of Welding Region and Its Application to Seam Tracking in Arc Welding. Journal of Engineering Manufacture. 1993, No. 5: 275-283 15. L. Wu, K. Cui, SB Chen, 2000, "Redundancy Coordination of Multiple Robotic Devices for Welding through Genetic Algorithm," ROBOTICA, vol. 18, No. 6, pp669-676. (SCI, EI). 16. JS Tian, ​​Lin WU, et al., A General Algorithm of Rotating/tilting Positioner Inverse Kinematics for Robotic Arc Welding Off-line Programming , J.of Materials Science & Technology, 2001, 17(1): 161-162 17. R. Kovacevic, YM Zhanghang L. Li. Monitoring of Weld Joint Penetration Based on Weld Pool Geometrical Appearance. Welding Journal. 1996, Vol. 75(10): 317s-329s 18. RWRichardson and DAGutow. Coaxial Arc Weld Pool Viewing for Process Monitoring and Control. Welding Journal. 1984, Vol. 63(3): 43-50 19, SB Chen, YJLou, L.Wu, DB Zhao, 2000, "Intelligent Methodology for Measuring, Modeling, Control of Dynamic Process During Pulsed GTAW ---PrtI Based-on-Welding," Welding J . vol.79, No 6, pp151s-163s. 20, SB Chen, DB Zhao, L. Wu, YJLou, 2000, "Intelligent Methodology for Measuring, Modeling, Control of Dynamic Process During Pulsed GTAW - - PrtII Butt Welding," Welding J. vol.79, No.6, pp164s -174s. 21, DBZhao, SBChen, L.Wu, et.al, 2001, "Intelligent Control for the Double-sided Shape of the Weld Pool in Pulsed GTAW with Wire Filler," Welding J. vol.80, No.11: 253s- 260s 22, Chen Shanben, Chen Wenjie, Lin Tao, Identification model for dynamic process of pulsed GTAW molten pool, Journal of Welding, vol.22, No.3, 5-8, 2001. 23, T. Qiu, SB Chen, YT Wang, L. Wu, 2001, “Modeling and Control of Welding Flexible Manufacturing Cell Using Petri Net,†J. of Material Science and Technology, vol.17, No.1, pp 185 -186 (SCI,) 24. T. Qiu, SB Chen, YT Wang, L. Wu. Information Flow Analysis and Petri Net-based Modeling for Welding Flexible Manufacturing Cell. SPIE International Symposium on Intelligent Systems and Advanced Manufacturing, Boston, Massachusetts USA, 2000, 11 ( EI, ISTP) 25. Zheng Dazhong, Zheng Yingping. Discrete Event Dynamic System Theory: Current Status and Prospects. Journal of Automation. 1992, 18(2): 129-142 26, Wang Yuechao, talk about Dalong. Research status and development of collaborative robotics. robot. 1998, 20(1): 69-75 *Chen Shanben, Director of the Robotics and Automation Professional Committee of the Welding Society, Professor of Shanghai Jiaotong University Previous page