Design of large workpiece quenching and cooling system
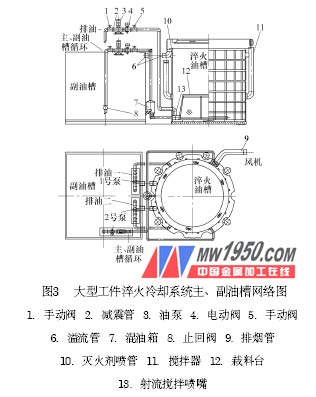
First, the design principle of large workpiece quenching cooling system The quenching and cooling of large workpieces is different from the small and medium-sized workpieces in terms of process, so these specialities must be fully considered in the design and manufacture of the cooling system. In the design, according to the characteristics of large workpiece quenching and cooling, by adopting new technology, it can meet the requirements of technical and economic performance, safety, energy saving, environmental protection, automation and even intelligence. The technical performance of the workpiece quenching cooling system mainly refers to the ability of the workpiece to obtain the required microstructure and mechanical properties after heating, in the cooling system, to prevent the quenching crack and control the quenching deformation. It is generally believed that quenching media or adjusting the quenching process to select suitable cooling properties can meet these requirements. However, in reality, due to the uncertainty of the manufacturing of materials, workpiece shapes, dimensions, etc., it is difficult to achieve different requirements by replacing the quenching medium or adjusting the quenching process, but it can be equipped with reasonable and controllable Stirrer and mixing method to solve. Economic performance includes equipment investment cost and production operation cost. The best economic results should be obtained through reasonable material utilization and optimized system configuration. The safety of the cooling system includes the strength of the tank, the installation position and the height above the ground, the reliability of the automatic fire extinguishing unit, the temperature control of the quenching oil and the on-line measurement and control of the water content. The tank strength can be calculated using the NSYS analysis software for finite element calculations. The analysis steps are divided into five parts: model building, meshing, deformation cloud, stress cloud and analysis. The deformation cloud map and the stress cloud map are shown in Figure 1 and Figure 2, respectively. Through finite element analysis, reasonable design results can be obtained by selecting the appropriate safety margin. The height above the ground when installing the tank shall be carried out in accordance with the “Standards for Safety and Quality Standardization Assessment of Machinery Manufacturing Enterprisesâ€. Heat treatment is a high-energy process, but it also has a large energy-saving space. From the perspective of cooling system design, energy saving should be realized from minimizing installed capacity, avoiding losses caused by multiple energy conversions, adopting new heat exchangers, automatically switching energy-consuming equipment according to process requirements, and reducing the proportion of quenching medium. effect. The intelligentization of large workpiece quenching and cooling system is centered on industrial computer and programming controller. It has the nature of artificial intelligence and is a high-tech equipment that has emerged in recent years. It needs to be further improved and improved. This is because the so-called “smart†relies on various process performance databases and computer simulation software, and the workload of establishing these databases is cumbersome and vast, and the development time in the world is not long. The results obtained are still partial. of. In recent years, domestic related work has also been carried out. For example, the research on "quenching medium cooling capacity database and computer simulation" jointly conducted by Dalian University of Technology and Dalian Haiwei Petrochemical Co., Ltd. has established a static cooling database and passed the identification of scientific and technological achievements, which is intelligent. The programming control of the cooling system's agitation intensity provides the basis. Second, the composition of the quenching cooling system Large workpiece quenching and cooling system mainly consists of eight units: quenching tank, oil storage tank, quenching medium and its temperature control, automatic fire extinguishing, fume purification, pipeline fittings and transfer pump, loading platform and mechanical impurity collection and cleaning, system control ( See Figure 3). Next page 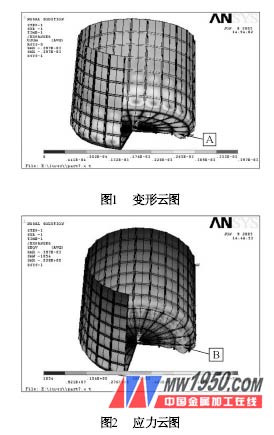
Heat treatment pollution sources are mainly manifested in three aspects: quenching soot, quenching oil or quenching medium with polluting properties and dripping, equipment operating noise. From the perspective of design and manufacturing, pollution control can not be completely separated, such as the selection of low-noise auxiliary machinery, reliable welding quality, effective oil temperature control to reduce soot generation, and induced draft fan and soot with sufficient displacement and negative pressure. Purifiers, etc. It is important to point out that the smoking mouth of the exhaust pipe is placed at the upper end of the quenching tank, and it is easy to inhale the open flame into the exhaust pipe to ignite the grease in the pipe, which causes serious consequences. Therefore, automatic fire extinguishing must be considered at this point. Automatic control is a necessary condition to ensure the above functions, but due to factors such as engineering cost, there is also a manual/automatic semi-automatic control design. In addition to the temperature control of the fire extinguishing and quenching medium, the rest of the functions are manually controlled.