
Riser system production application experience
About the author: Dipl.-Ing.StefanFischer, European Product Manager, ASK Chemicals Filling Systems GmbH; Dipl.-Ing.UdoSkerdi, General Manager, ASK Chemicals Filling Systems GmbH; Dr.mont.StephanHasse, Foundry Technology And General Manager of Engineering Co., Ltd. Note: This article belongs to the Metal Processing Magazine, and is not allowed to be reproduced without permission! Body Shell,Brass Body Shell,Faucet Body Shell,Shell Of Body Jiangmen Xinhui Yilin Co.,Ltd , https://www.ylseiko.com
Figure 1 Knight statue with gate, riser and sprue 
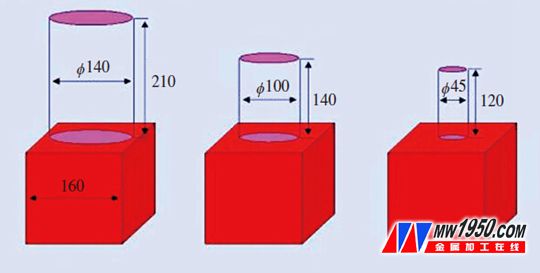
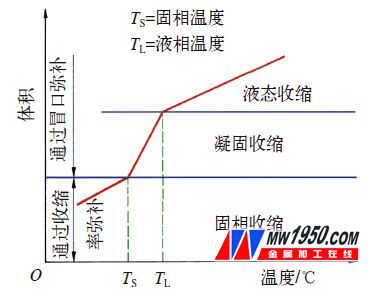


Figure 4 Improved geometry to improve the efficiency of the feeding (ASK Chemical Addition System) 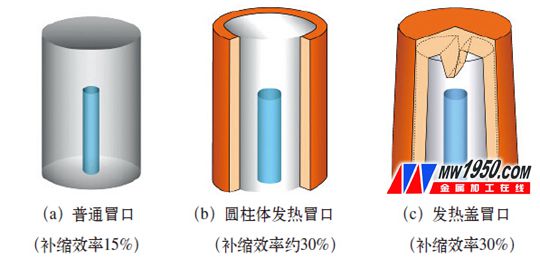
Figure 5 "heating" the riser's heating material to further increase the suction power (ASK Chemicals Supplementation System) 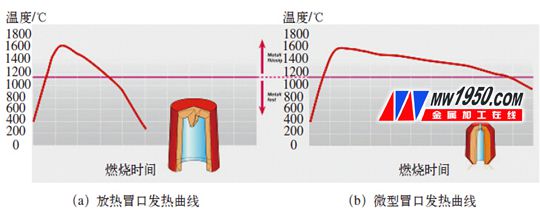
Figure 6 The heating curve of the micro riser 
Figure 7 Higher productivity and yield when using mini risers compared to conventional risers and hot risers 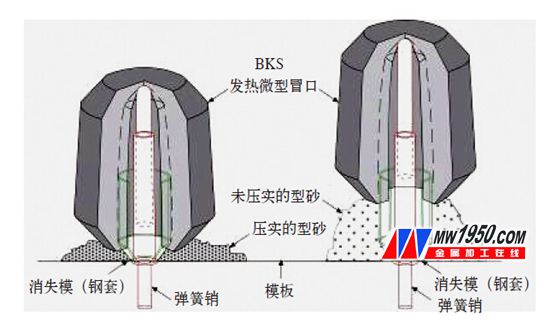
Figure 8 Spring pin principle 
(a) Large contact area (b) Imprinted on the surface of the casting Figure 9 Formed riser with easy-to-cut piece 